
PT
Insertos de carboneto de tungstênio para máquinas de perfuração de túneis: o que são e por que são importantes
Notícias da indústria-O papel das pastilhas de carboneto de tungstênio na perfuração de túneis
As pastilhas de carboneto de tungstênio para máquinas de perfuração de túneis são os principais elementos de corte responsáveis por fraturar, raspar e desagregar formações rochosas e de solo na face do túnel. Cada metro de avanço do túnel em condições de solo duro ou misto depende da capacidade dessas pastilhas de manter sua geometria de corte, resistir ao desgaste abrasivo e absorver o enorme impacto e as forças de compressão geradas quando uma cabeça de corte rotativa engata a rocha em profundidade. Sem pastilhas de metal duro adequadamente especificadas e mantidas, as taxas de penetração caem drasticamente, o consumo da fresa aumenta e a economia de todo o projeto de escavação de túneis se deteriora rapidamente.
As pastilhas em si são componentes compactos – normalmente variando de alguns milímetros a vários centímetros em suas dimensões críticas – mas são projetadas com um nível de precisão excepcionalmente alto. A classe de metal duro, o teor de ligante, o tamanho do grão, a geometria da pastilha e o sistema de montagem por brasagem ou ajuste por pressão são variáveis que o fabricante da pastilha otimiza para a aplicação de corte específica. Uma especificação de pastilha de metal duro com bom desempenho em calcário se desgastará prematuramente ou fraturará em granito ou quartzito e vice-versa. Compreender por que isso acontece — e como fazer a escolha correta da especificação — é o conhecimento prático que separa a aquisição eficaz de ferramentas TBM da dispendiosa tentativa e erro em campo.
O que é carboneto de tungstênio e por que é usado em ferramentas de corte TBM
O carboneto de tungstênio (WC) é um composto químico de tungstênio e carbono que, em sua forma sinterizada pura, é um dos materiais de engenharia mais duros disponíveis - perdendo apenas para o diamante e o nitreto cúbico de boro entre os materiais de ferramentas de corte comercialmente práticos. Nos produtos de metal duro usados para pastilhas TBM, os grãos de carboneto de tungstênio são unidos com um ligante metálico – quase universalmente cobalto (Co), embora ligantes de níquel e níquel-cromo sejam usados em classes específicas resistentes à corrosão – através de um processo de metalurgia do pó envolvendo prensagem e sinterização em fase líquida em temperaturas acima de 1300°C.
O resultado é um material compósito no qual os grãos duros de WC proporcionam extrema dureza e resistência ao desgaste, enquanto a matriz aglutinante de cobalto proporciona tenacidade e resistência à fratura sob impacto. A percepção crítica é que a dureza e a tenacidade existem em tensão no metal duro – o aumento de uma geralmente ocorre às custas da outra. Classes com baixo teor de cobalto e tamanho de grão fino são mais duras e mais resistentes ao desgaste, porém mais quebradiças; classes com maior teor de cobalto e tamanho de grão mais grosso são mais tenazes e mais resistentes ao impacto, mas desgastam-se mais rapidamente em condições abrasivas. Selecionar a classe certa para uma pastilha de metal duro TBM significa encontrar a posição ideal nessa relação entre dureza e tenacidade para o tipo específico de rocha, abrasividade da formação e mecanismo de corte envolvido.
Especificamente para aplicações TBM, o metal duro supera todas as alternativas práticas. As pontas de aço não têm dureza para resistir ao desgaste abrasivo da rocha com taxas de penetração aceitáveis. A cerâmica oferece dureza competitiva, mas resistência à fratura insuficiente para sobreviver à carga de impacto na face do túnel. Ferramentas com ponta de diamante são usadas em aplicações específicas de alto valor, mas são impraticáveis para o volume de elementos de corte necessários em uma cabeça de corte TBM completa. A combinação de dureza, tenacidade, estabilidade térmica e capacidade de fabricação em escala industrial do metal duro o torna a solução padrão para pastilhas de corte TBM para rocha dura e retificação mista em toda a indústria global de escavação de túneis.
Tipos de pastilhas de metal duro TBM e suas funções
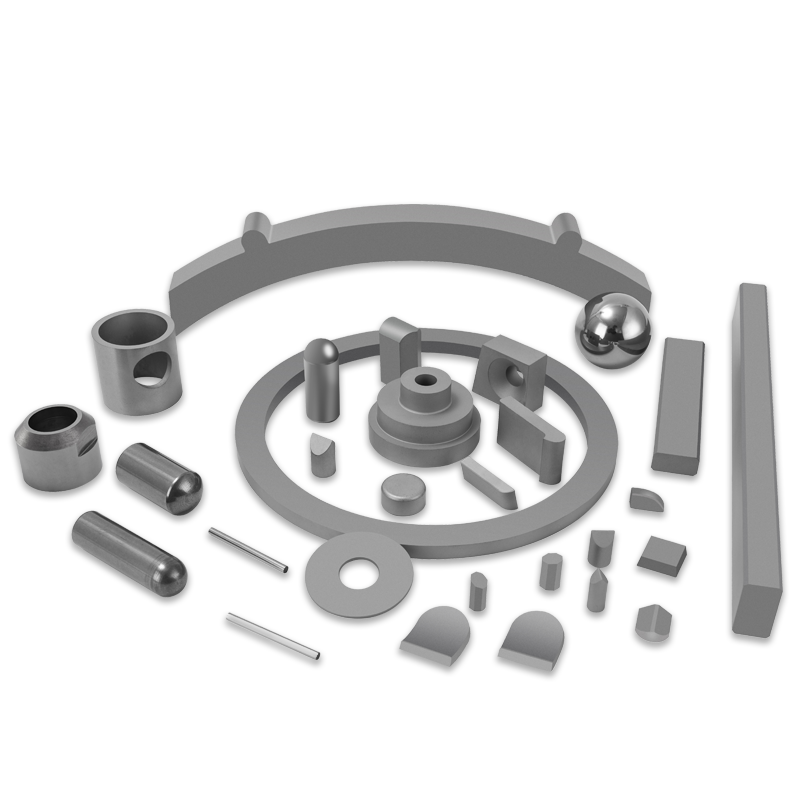
Nem todas as pastilhas de metal duro em uma cabeça de corte TBM desempenham a mesma função. A cabeça de corte é um conjunto complexo de diferentes tipos de ferramentas, cada uma posicionada para executar uma tarefa específica no processo de quebra de rocha e remoção de material. Compreender as distinções entre esses tipos de pastilhas é fundamental para especificar a classe de metal duro e a geometria corretas para cada posição.
Inserções de cortador de disco
Os cortadores de disco são as principais ferramentas de corte em TBMs de rocha dura. Um cortador de disco consiste em um anel de aço – o disco – montado em um conjunto de cubo que permite girar livremente conforme a cabeça de corte gira. A borda do disco entra em contato com a face da rocha e gera fraturas por tração através de um mecanismo de indentação por rolamento, em vez de corte direto. As pastilhas de carboneto de tungstênio em aplicações de cortadores de disco são normalmente incorporadas na borda do anel do disco ou usadas como material de borda de contato em projetos de discos compostos. Essas inserções devem resistir a altas tensões de compressão no ponto de contato da rocha, à carga de fadiga causada por ciclos de impacto repetidos e ao desgaste abrasivo de minerais duros – particularmente quartzo – na matriz da rocha. Classes com teor médio de cobalto (8–12% Co) e tamanho de grão fino a médio são comumente especificadas para pastilhas de fresas de disco em aplicações de rocha dura.
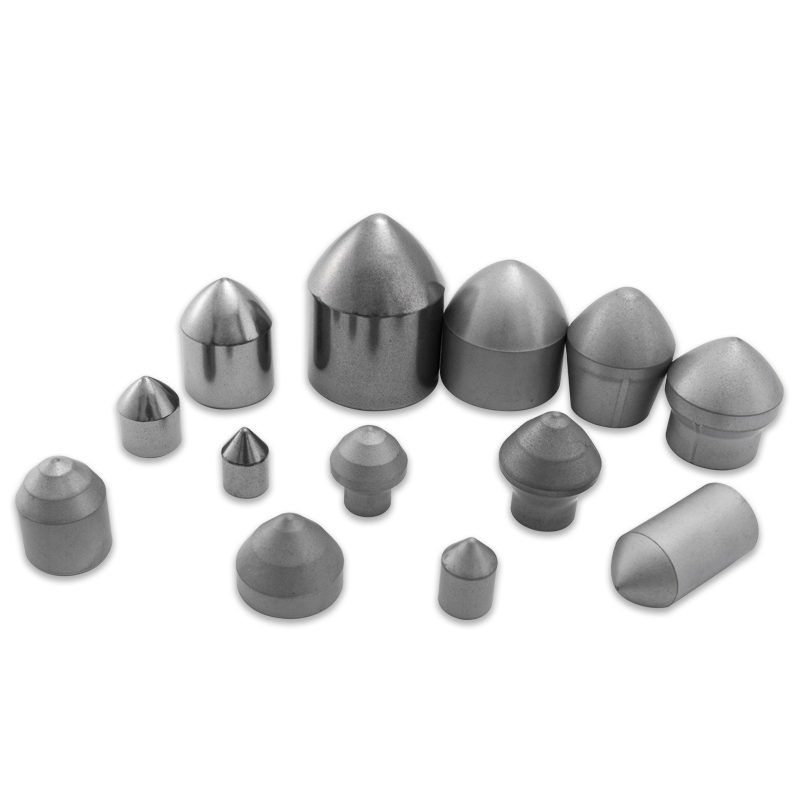
Inserções de botões e pinos para ferramentas de arrastar
Em solo macio a médio-duro e condições de face mista, os TBMs usam ferramentas de arrasto - picaretas, raspadores e cortadores calibradores - equipadas com botões de carboneto de tungstênio ou inserções de pinos que envolvem a formação em uma ação de raspagem ou cisalhamento. As inserções de botão são formas hemisféricas ou de metal duro com perfil balístico encaixadas por pressão no corpo da ferramenta de aço; as inserções dos pinos são hastes cilíndricas com ponta endurecida, também encaixadas por pressão ou soldadas em sedes preparadas. Essas pastilhas sofrem cargas compressivas mais baixas do que as pastilhas de corte de disco, mas estão sujeitas a forças de cisalhamento laterais mais altas e a impactos mais variáveis de contatos mistos rocha-solo. Classes com maior teor de cobalto (12–16% Co) e tamanho de grão mais grosso fornecem a tenacidade necessária para resistir à fratura sob essas condições de carga, ao custo de alguma resistência à abrasão em relação às classes mais duras com baixo teor de cobalto.
Inserções de medidor e cortador de medidor
Os cortadores de medição são posicionados no perímetro externo da cabeça de corte TBM e cortam o perfil do túnel no diâmetro necessário. Eles experimentam uma combinação das mais altas velocidades de corte — porque percorrem a maior distância circunferencial por rotação — e cargas de impacto significativas provenientes de irregularidades do perfil e condições mistas do solo nos limites do túnel. As pastilhas de fresa calibrada estão sujeitas a algumas das condições de desgaste mais severas na cabeça de corte, e é por isso que elas são frequentemente especificadas em classes mais tenazes ou com dimensões de pastilha maiores que fornecem mais volume de metal duro para resistir ao desgaste antes que a pastilha precise ser substituída.
Inserções de roda de caçamba e ponta de raio
Em EPB (Earth Pressure Balance) e TBMs de lama operando em solo macio ou condições de face mista, os raios da cabeça de corte e as aberturas da roda de caçamba são equipados com elementos de desgaste com ponta de metal duro que protegem a estrutura de aço do desgaste abrasivo à medida que o material solto é escavado na máquina. Essas inserções de proteção contra desgaste são geralmente especificadas em graus de alta tenacidade que resistem ao impacto de fragmentos de rocha e inclusões duras no fluxo de lama, priorizando a integridade estrutural em detrimento da afiação da aresta de corte.
Seleção de classe de metal duro por tipo de rocha e abrasividade
As condições geológicas na face do túnel são o principal fator na seleção da classe da pastilha de metal duro. A abrasividade da rocha — quantificada por meio de testes padronizados, como o Índice de Abrasividade Cerchar (CAI) e o teste do abrasímetro LCPC — prevê diretamente a taxa de desgaste das pastilhas de metal duro e a probabilidade de fratura catastrófica sob carga de impacto. A correspondência entre a classe da pastilha e a abrasividade da rocha é a decisão mais importante na especificação da pastilha de metal duro TBM.
| Tipo de rocha | Faixa típica de CAI | Co-conteúdo recomendado | Tamanho do grão | Mecanismo de Desgaste Primário |
| Calcário / Mármore | 0,1–0,5 | 10–14% | Médio | Baixa abrasão; impacto de planos de fratura |
| Arenito | 0,5–2,5 | 8–12% | Fino a médio | Abrasão moderada de grãos de quartzo |
| Granito | 2,0–4,5 | 6–10% | Tudo bem | Alta abrasão; rachaduras por fadiga |
| Quartzito | 3,5–6,0 | 6–9% | Ultrafino a fino | Abrasão severa; microchip |
| Basalto / Dolerita | 1,5–3,5 | 8–12% | Fino a médio | Abrasão e impacto de inclusões duras |
| Face Mista / Até Glacial | Variável | 12–16% | Médio to coarse | Fratura por impacto de paralelepípedos; abrasão variável |
O limite CAI de aproximadamente 2,0 é um ponto de decisão prático na seleção da classe de metal duro. Abaixo deste valor, classes com maior teor de cobalto e tamanho de grão médio proporcionam um bom equilíbrio entre tenacidade e resistência ao desgaste. Acima do CAI 2.0, a taxa de desgaste abrasivo de classes com alto teor de cobalto torna-se antieconômica, e a especificação deve mudar para teores mais baixos de cobalto, classes de grãos mais finos que mantêm a dureza ao custo de alguma tenacidade. Em formações acima de CAI 4.0 — quartzito extremo e alguns conglomerados abrasivos — até mesmo classes premium de grãos finos com baixo teor de cobalto se desgastam rapidamente e a frequência de substituição da pastilha torna-se um fator de planejamento do projeto, em vez de um custo evitável.
Inserir geometria e seu efeito no desempenho de corte
A geometria de uma pastilha TBM de metal duro – seu formato de perfil, ângulo de ponta e proporções dimensionais – determina como ela se encaixa na face da rocha, como distribui a tensão dentro do corpo de metal duro e como seu desempenho evolui à medida que a pastilha se desgasta. A otimização da geometria é tão importante quanto a seleção da classe para maximizar a vida útil da pastilha e a eficiência de corte.
Inserções de botões hemisféricos
O perfil hemisférico é a geometria mais comum para inserções de botão da ferramenta de arrastar em solo macio a médio-duro. A ponta arredondada distribui a tensão de contato uniformemente sobre uma grande área de superfície, reduzindo as concentrações de pico de tensão que causariam fratura em um perfil mais nítido. À medida que o hemisfério se desgasta, sua geometria evolui gradualmente — um hemisfério parcialmente desgastado ainda é um perfil de corte funcional, o que significa que a pastilha continua a funcionar através de uma porção significativa de seu volume antes que a substituição seja necessária. A principal limitação do perfil hemisférico em rocha dura é que ele requer maiores forças de penetração para atingir a mesma profundidade de indentação em comparação com perfis mais afiados, o que reduz a eficiência de corte em formações onde a força de penetração é o fator limitante.
Perfis Balísticos e Cônicos
As inserções balísticas têm um perfil de ponta ogiva – arredondada na ponta, mas fazendo a transição para um corpo mais cilíndrico em um ângulo mais acentuado do que um hemisfério. Esta geometria concentra a tensão de contato de forma mais eficaz do que um hemisfério, melhorando a penetração em rochas mais duras com a mesma força aplicada, mas é mais suscetível à fratura se impactada lateralmente ou usada em formações com inclusões duras. As pastilhas cônicas com um ângulo de ponta definido ampliam ainda mais a vantagem da eficiência de penetração, mas são as mais propensas a fraturas dos perfis padrão. As pastilhas cônicas e balísticas de metal duro TBM são normalmente especificadas para formações onde a eficiência de corte é a prioridade e a carga de impacto é previsível e gerenciável.
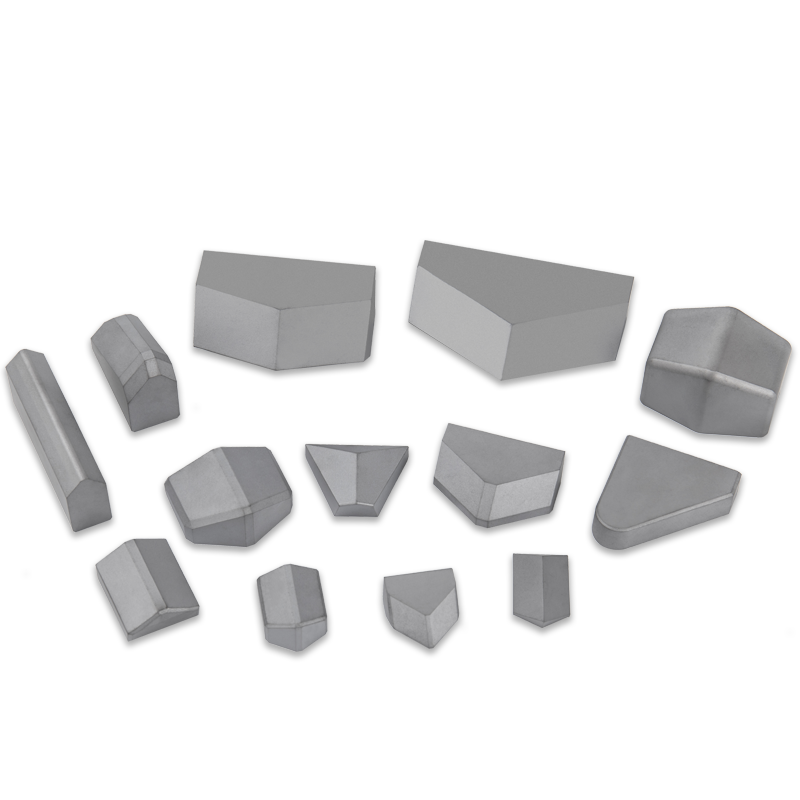
Perfis de cinzel e cunha
As pastilhas de perfil cinzelado apresentam uma aresta de corte linear em vez de um ponto de contato com a face da rocha. Esta geometria é eficaz para cisalhar e raspar formações macias a médias e é comumente usada em posições de cortador de calibre e cortador de perfil onde uma geometria de corte definida é necessária. A aresta do cinzel se desgasta rapidamente sob condições abrasivas, fazendo a transição do mecanismo de corte de cisalhamento para aração — uma mudança significativa de desempenho que aumenta a força de corte necessária e gera mais calor na face da pastilha. Monitorar o desgaste da pastilha de cinzel e substituí-la antes ou no limite de desgaste plano é, portanto, mais crítico em termos de tempo do que com geometrias de pastilha de botão.

Mecanismos de desgaste e como reconhecê-los
Identificar o mecanismo de desgaste específico que afeta as pastilhas de metal duro TBM em campo é o ponto de partida para diagnosticar se a especificação atual da pastilha é apropriada para as condições do solo e se as intervenções – mudança de classe, mudança de geometria, ajuste de parâmetros operacionais – provavelmente melhorarão o desempenho. Os principais modos de desgaste têm aparência distinta e causas diferentes.
- Desgaste abrasivo (desgaste plano): Remoção progressiva de material de metal duro da superfície da ponta da pastilha por grãos minerais duros na rocha, produzindo uma superfície lisa, plana ou desgastada facetada. Este é o modo de desgaste esperado em formações abrasivas e indica que a pastilha está consumindo volume de metal duro a uma taxa determinada pela abrasividade da rocha e pela dureza da classe de metal duro. Se a taxa de desgaste plano for maior do que o esperado, considere mudar para um grau de grão mais fino e com menor teor de cobalto - mas certifique-se de que a tenacidade permaneça suficiente para as condições de impacto presentes.
- Lascamento e microfratura: Fratura em pequena escala da ponta de metal duro, visível como quebras irregulares na borda ou textura superficial esburacada. Lascamento normalmente indica que a classe atual é muito dura e frágil para as condições de impacto presentes – o metal duro está fraturando antes que o ligante possa deformar e absorver a energia do impacto. Este modo de desgaste é comum quando uma classe com baixo teor de cobalto especificada para condições abrasivas encontra inclusões duras inesperadas ou zonas de fratura. A solução geralmente é aumentar o teor de cobalto ou o tamanho do grão para melhorar a tenacidade.
- Fratura grosseira: Quebra catastrófica do corpo da pastilha, perdendo uma parte significativa ou toda a pastilha acima da haste de montagem. Este modo de falha indica sobrecarga severa — normalmente devido ao impacto com rochas inesperadamente duras, mudanças repentinas na resistência da formação ou montagem incorreta do inserto que cria concentrações de tensão na base do inserto. A fratura grosseira destrói a pastilha imediatamente e pode danificar o corpo da ferramenta, tornando-se um modo de falha de alto custo a ser evitado.
- Rachadura térmica: Uma rede de trincas superficiais que irradiam da ponta da pastilha, às vezes chamada de “verificação de calor”. Isso ocorre quando o calor friccional na face de corte causa um ciclo térmico rápido que excede a resistência à fadiga térmica do metal duro. A trinca térmica é mais comum em condições de corte a seco — indicando fornecimento inadequado de água de resfriamento à face da ferramenta — ou quando a taxa de penetração é muito alta, gerando calor de fricção sustentado. Melhorar o fornecimento de água de resfriamento e revisar os parâmetros de corte são as principais respostas ao craqueamento térmico.
- Lixiviação de ligante de cobalto: Em águas subterrâneas ácidas ou fluidos porosos quimicamente agressivos, o ligante de cobalto na matriz de carboneto pode ser dissolvido seletivamente, deixando um esqueleto de carboneto enfraquecido que é altamente suscetível à fratura. Este modo de falha é identificável por uma textura superficial cinza e porosa na inserção e é confirmado por análise química da água subterrânea. As classes de metal duro com ligação de níquel ou níquel-cromo oferecem resistência à corrosão significativamente melhor em condições ácidas e devem ser especificadas quando a lixiviação do ligante for um risco conhecido ou suspeito.
Práticas de instalação, inspeção e substituição
O desempenho das pastilhas de metal duro em serviço é significativamente afetado pela qualidade da instalação, pela frequência e rigor da inspeção durante a escavação de túneis e pelos critérios usados para acionar a substituição. Práticas inadequadas em qualquer uma dessas áreas reduzem a vida útil da pastilha e aumentam os custos de ferramentas por metro, independentemente de quão bem a classe de metal duro seja especificada.
Requisitos de instalação
Os insertos do botão de encaixe por pressão devem ser instalados com o ajuste de interferência correto entre a haste do inserto e o assento preparado no corpo da ferramenta. Pouca interferência permite que a pastilha gire ou afrouxe sob forças de corte, acelerando o desgaste e eventualmente levando à perda da pastilha; muita interferência gera tensão circular de tração na haste de metal duro na instalação, o que pode iniciar trincas que se propagam até fraturar em serviço. Os fabricantes especificam o ajuste interferente necessário para cada combinação de diâmetro da pastilha e material do corpo — essas especificações devem ser seguidas com precisão, com as dimensões da sede verificadas por medição de calibre antes da instalação. As pastilhas soldadas requerem seleção correta da liga de brasagem, aplicação de fluxo e controle da espessura da junta de brasagem para atingir a resistência de união necessária para resistir às forças de corte sem quebrar o metal duro adjacente à interface de brasagem.
Protocolos de inspeção em serviço
Os intervalos de inspeção da cabeça de corte TBM variam de acordo com as condições do solo e os requisitos do projeto, mas normalmente ocorrem a cada 300–600 metros de avanço em solo de dureza média e com mais frequência em formações altamente abrasivas. Durante cada inspeção, cada posição da pastilha deve ser examinada visualmente quanto aos modos de desgaste descritos acima, e a profundidade do desgaste da pastilha deve ser medida em posições representativas usando um medidor de profundidade. Inserir mapas de desgaste – registrando o desgaste em cada posição da cabeça de corte em intervalos de inspeção sucessivos – permite a identificação de posições com taxas de desgaste anormalmente altas que podem indicar alterações localizadas na formação, problemas no fornecimento de água de resfriamento ou desequilíbrio na rotação da cabeça de corte que requer investigação.
Critérios de Substituição
As pastilhas devem ser substituídas antes que se desgastem até o ponto onde o corpo de aço da ferramenta começa a entrar em contato com a face da rocha — nesse ponto, o corpo da ferramenta se desgasta rapidamente e o custo de substituição do corpo da ferramenta excede em muito a economia obtida com a maximização do tempo de operação da pastilha. Os critérios típicos de substituição para insertos de botão especificam um diâmetro máximo de desgaste plano de 60 a 70% do diâmetro original do inserto, além do qual a taxa de desgaste acelera de forma não linear e o risco de fratura grosseira aumenta significativamente. Para cortadores de disco, o desgaste do anel é monitorado medindo a redução no diâmetro do anel em relação à especificação original, com a substituição normalmente acionada em um limite de desgaste de redução de diâmetro de 5 a 10 mm, dependendo do design do anel.
Fatores-chave ao adquirir pastilhas de metal duro TBM
A aquisição de pastilhas de metal duro para máquinas de perfuração de túneis envolve considerações técnicas, comerciais e logísticas específicas para o ambiente de construção subterrânea. As consequências de especificar o produto errado ou de ficar sem estoque no meio do processo são graves o suficiente para tornar a decisão de fornecimento significativamente mais consequente do que para a maioria das compras de consumíveis industriais.
- Solicite certificações de materiais e folhas de dados de notas. Qualquer fornecedor respeitável de pastilhas de metal duro deve fornecer certificados de teste de material confirmando dureza (HRA ou HV30), resistência à ruptura transversal, densidade e teor de cobalto para cada lote de produção. Verifique se o grau fornecido corresponde à especificação e se a consistência entre lotes é mantida — a variação de teor entre lotes é um problema de qualidade conhecido em alguns fabricantes que operam no segmento de commodities do mercado.
- Confirme as tolerâncias dimensionais em relação às especificações do corpo da ferramenta. As tolerâncias do diâmetro da haste da pastilha para aplicações de ajuste por pressão são normalmente especificadas na faixa de ±0,01–0,02 mm. Solicite relatórios de inspeção dimensional confirmando que as pastilhas fornecidas atendem à faixa de tolerância especificada — as pastilhas fora da tolerância não podem ser detectadas visualmente e causarão problemas de instalação ou falha prematura no serviço.
- Manter estoque de segurança adequado durante a duração do projeto. Os drives TBM em solo abrasivo consomem pastilhas rapidamente – taxas de consumo de várias centenas de pastilhas por semana não são incomuns em drives de granito ou quartzito altamente abrasivos. Estabeleça uma previsão de consumo com base na abrasividade esperada da formação, nas taxas de penetração planejadas e no projeto da cabeça de corte, e dimensione o estoque de segurança para cobrir pelo menos quatro a seis semanas de consumo previsto no local do projeto. As interrupções na cadeia de fornecimento durante uma campanha ativa de TBM têm um impacto direto e imediato no cronograma do projeto.
- Considere o custo total de propriedade em vez do preço unitário. Uma pastilha de metal duro que custa 20% mais, mas dura 50% mais em uma determinada formação, reduz o custo do ferramental por metro de avanço em aproximadamente 25%, ao mesmo tempo que reduz o custo de mão de obra de intervenções de inspeção e substituição. Avaliar os fornecedores de insertos com base em dados de desempenho de custo por medidor de projetos comparáveis, em vez de apenas no preço unitário, produz consistentemente melhores resultados de projeto e é a abordagem usada por empreiteiros experientes da TBM em todo o mundo.
- Envolva o suporte técnico do fornecedor para formações novas ou desafiadoras. Quando a geologia do projeto inclui formações fora das categorias padrão de rocha dura ou solo mole — rocha altamente fraturada, águas subterrâneas quimicamente agressivas, abrasividade extrema ou face mista com pedras grandes — trabalhe com a equipe técnica do fornecedor da pastilha para desenvolver e validar a especificação da pastilha antes do início do acionamento. O custo de uma revisão técnica pré-projeto é insignificante comparado ao custo de descobrir uma especificação inadequada através de falha prematura da pastilha durante um acionamento ativo.
Nossos produtos //
Produtos Relacionados



Se você está interessado em nossos produtos, consulte-nos
